Все чаще для сварки стали использовать не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Содержание статьи
Чем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это важно, особенно, если надо таскать его по участку. Еще одно преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем же дело, чем отличается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Благодаря современной схемотехнике, качественные сварочные инверторы обладают высокой надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципиальные схемы инверторных сварочников разных фирм отличаются, как отличается и элементная база. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
В первичном НЧ (низкочастотном) выпрямителе сетевое напряжение преобразуется в постоянное, которое подается на вход инвертора. Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
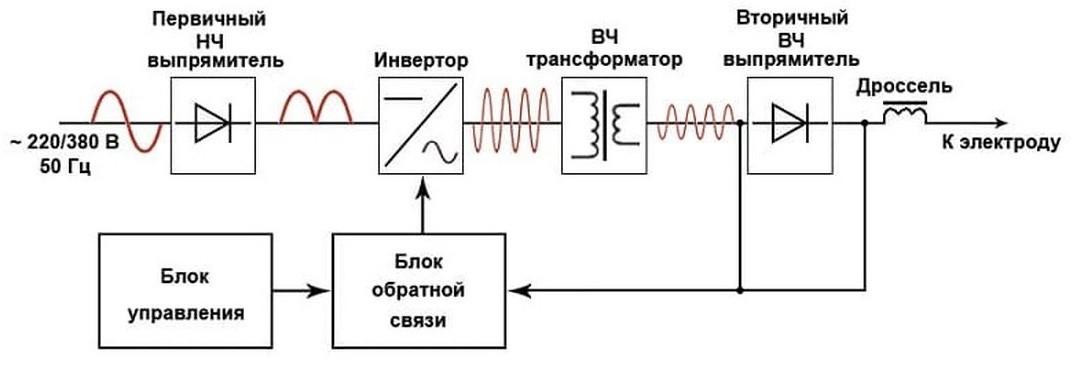
Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Как видите, он называется так потому что инвертор — ключевой элемент схемы.
Инвертор — это устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания заданных параметров. Выполнены они обычно на базе процессоров, хотя есть и электромеханические модели.
Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
Для чего столько ступеней преобразования? Для того чтобы получить на выходе ток в сотни ампер и не перегрузить при этом электрическую сеть. Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
В простейших трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, после некоторой стабилизации (несколько конденсаторов), сразу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.
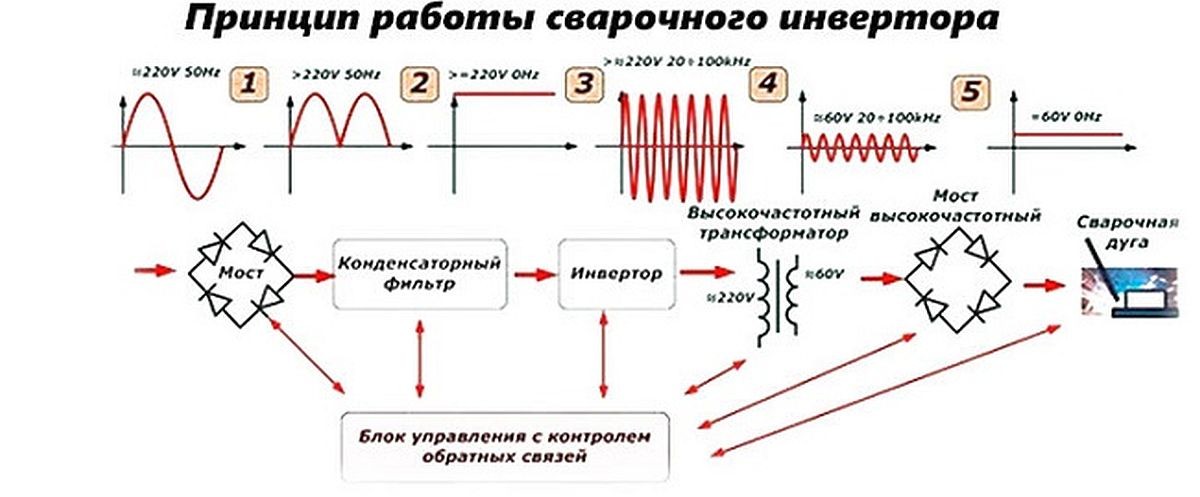
Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах путем преобразований частоту увеличивают до нескольких десятков килогерц (может быть 50-80 кГц) и уже после этого преобразуют в постоянное. Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
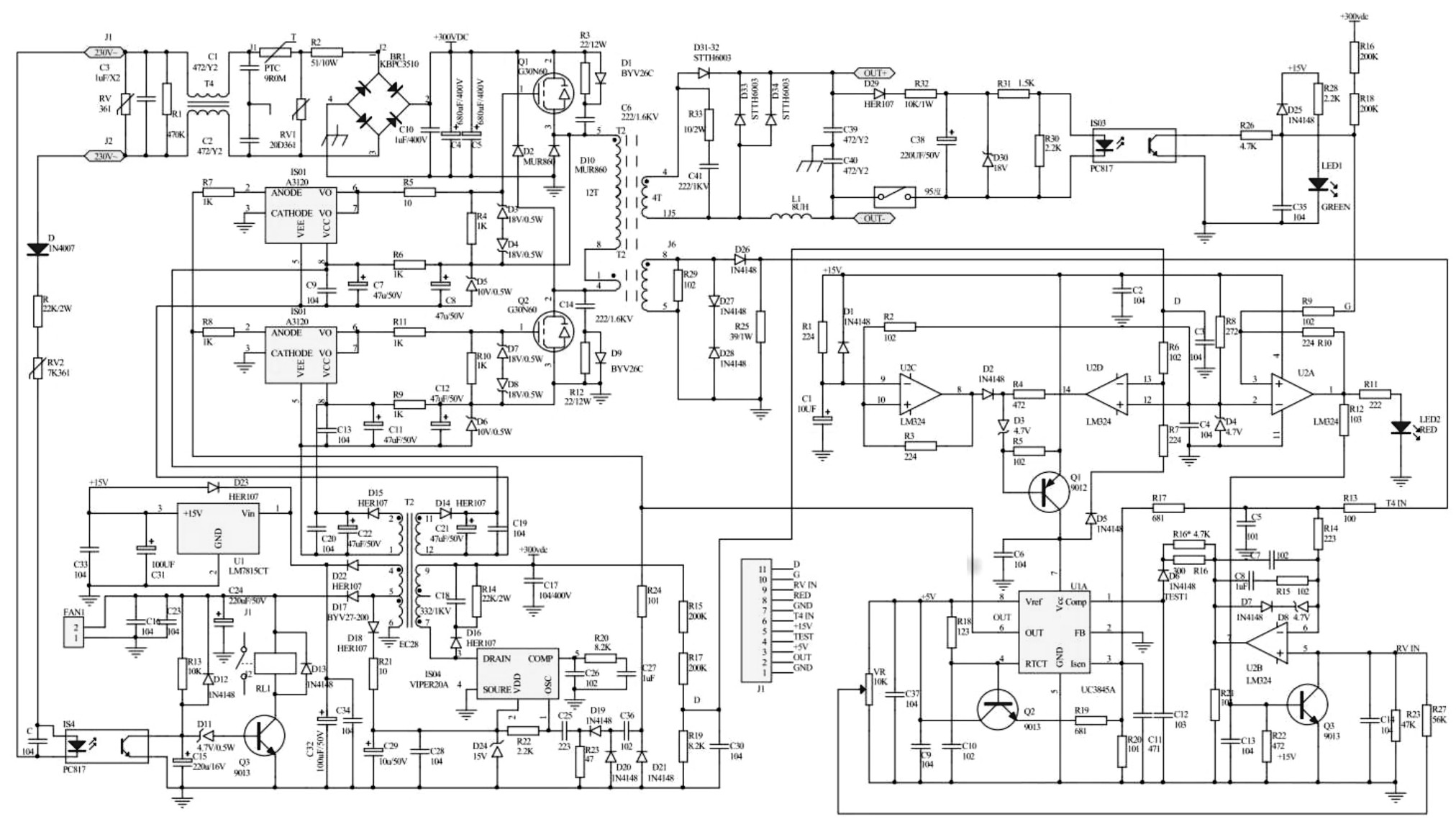
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
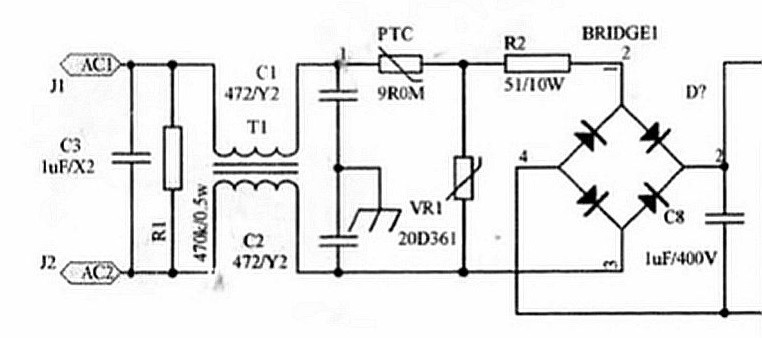
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
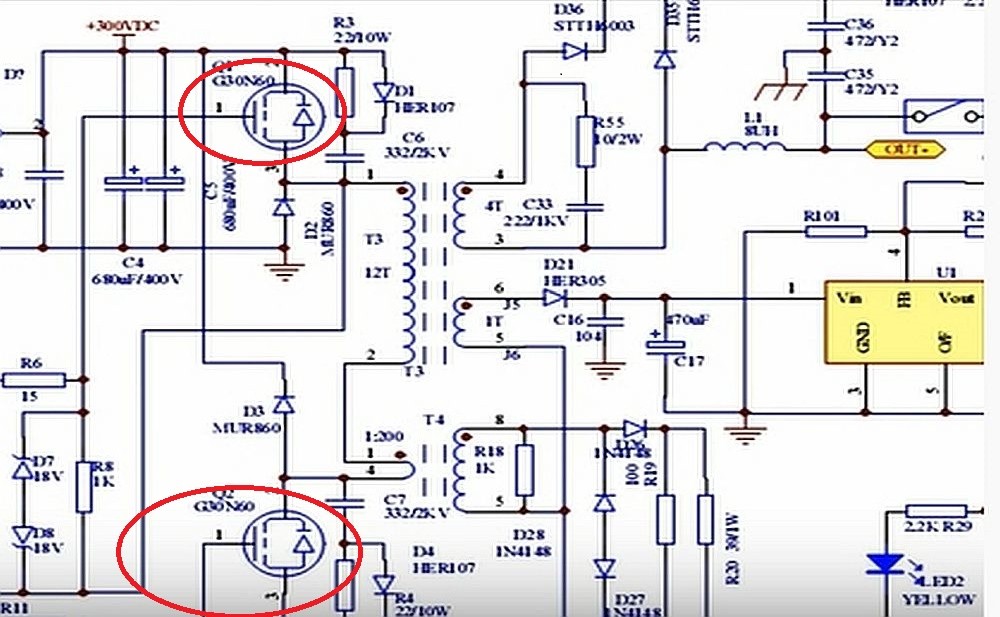
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
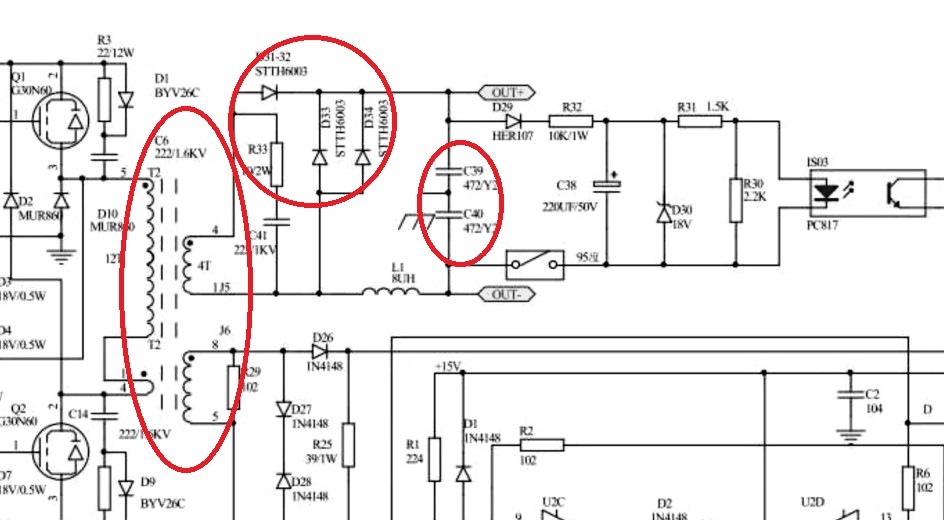
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
STTH6003CW — диод быстродействующий 300В, 30А, 55нс.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».

Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.

Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».




Теперь дошло почему инверторный сварочник такой маленький — чем выше частота, тем надо меньше железа на трансформатор! Вспомнился случай, когда мне на работе попался мощный двигатель малого размера. Вроде находка, но рабочая частота 400 Гц. Как мне сказали, преобразователь с 50 на 400 Гц может оказаться больше по размеру, чем сам движок. В результате не пришлось выносить его через заводскую проходную 🙂