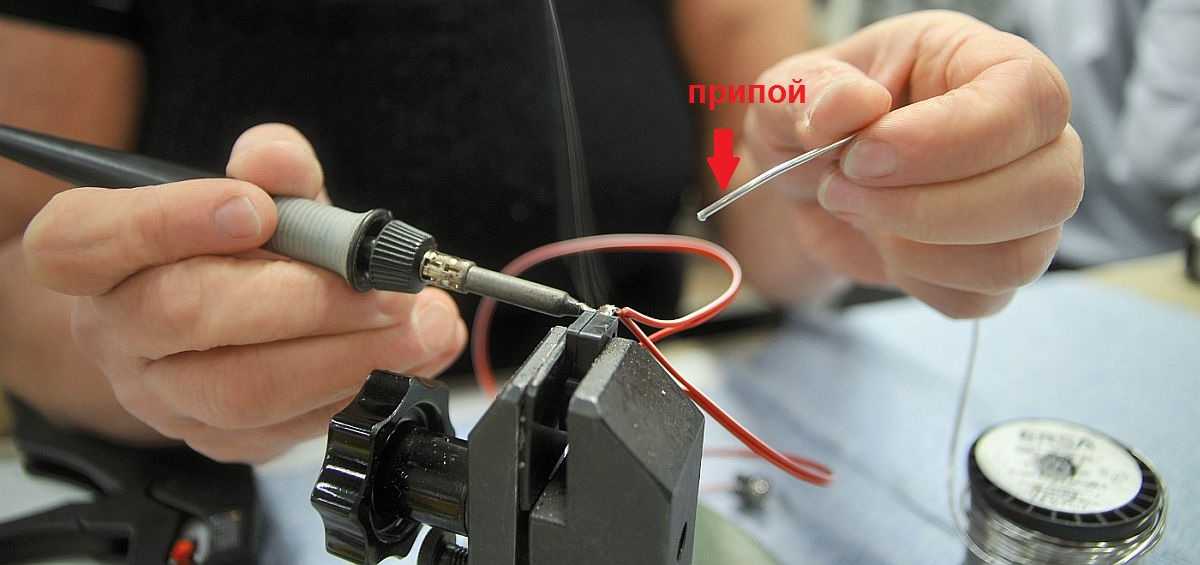
При ремонте электрооборудования, бытовых приборов, проводки требуется как-то соединять провода и элементы. Делают это при помощи пайки. Это второй по популярности и надежности вид соединения металлов (и не только). В процессе участвует припой для пайки. Что это такое и каким он бывает, как выбирать, по каким параметрам и свойствам — будем выяснять дальше.
Содержание статьи
Что такое припой, пайка, флюс
Есть два способа соединения металлов — сварка и пайка. При сварке металл в месте соединения деталей плавится, за счет чего получаем неразрывное соединение. Такой тип соединения наиболее надежен, но не все металлы можно сваривать. Для металлов которые сваривать не получается, применяют пайку.
Что такое припой для пайки — это материал, который обеспечивает соединение
Что такое припой и для чего он нужен
Пайкой называют процесс соединения металлов с использованием вспомогательного состава — припоя. Это сплав, который имеет более низкую температуру плавления чем соединяемые детали. В процессе соединяемые детали только нагреваются, но не начинают плавиться. Плавится только припой. Он переходит в жидкое состояние, растекается и заполняет капилляры соединяемых деталей. В результате соединение получается надежным, хоть и менее прочным чем сварка. При сварке получаем, по сути, монолит. При пайке добиться такого эффекта невозможно.

Припой для пайки — это сплав металлов с температурой плавления ниже чем у соединяемых деталей
Итак, припой для пайки — это сплав с температурой плавления ниже, чем у соединяемых деталей. С его помощью получаем прочное соединение. Некоторые виды припоя обеспечивают герметичность, другие дают хорошую электропроводимость. Именно эту группу припоев и используют при ремонте и изготовлении приборов, соединении проводов.
Что такое флюс и что он делает
При пайке плат, проводов, электроники важно достигнуть хорошего электрического контакта, т.е. с минимальным сопротивлением. Это возможно только при соединении чистых металлов без загрязнений и оксидной пленки. А медь и алюминий, которые и приходится обычно паять, как раз активно окисляются. Окислы можно удалять механически, но это занимает время, да и результат слишком зависит от человека. Поэтому обычно применяют флюс — это вещество, которое растворяет окислы и, заодно, улучшает растекаемость припоя. Простейший флюс — это канифоль растворенная в спирте.

Это все припой для пайки
Есть флюсы, которые также служат для защиты от воздействия окружающей среды. Но, в большинстве случаев, они слишком активны и, после пайки, требуется очищение плат и деталей. Иначе остатки флюса разъедают оболочки, саму плату, соединение. Для этого существуют специальные смывки. Обычно это спирты и спиртовые растворы, но некоторые составы смываются водой. Способ удаления обычно указывается в описании к составу.
Формы выпуска припоя для пайки
Чаще всего припой встречается в виде проволоки различной толщины — от 0,3 мм до 3 мм. Это те размеры, которые применяют при пайке электроники и проводов. Припой в виде проволоки наматывают на катушки (бобины) . Длина проволочного припоя — несколько метров, но продают его по весу — на граммы и килограммы. Стандартные варианты расфасовки на катушке — 50, 100, 200, 250 и 500 грамм. Для производственных целей выпускаются катушки с весом припоя от 1 кг и более.

Проволочный припой в бобинах — наиболее удобная для применения форма. Популярностью пользуется продукция немецкой компании Stannol
Мелкая фасовка может быть и без катушки.

Припой ПОС-61 с каналом канифоли. Продается без катушки, так как вес всего 10 грамм
Обратите внимание, что проволочный припой может с флюсом/канифолью — трубочка из припоя, заполненная флюсом. Количество флюса — 1-8%. Такой вариант идеален, так как компоненты подобраны оптимально (у хороших марок) и дают хорошее качество пайки.

Трубчатый припой с флюсом — внутри трубки находится канифоль
Процентное содержание флюса указывается на наклейке.

Согласно информации на наклейке, содержание флюса составляет 2,2%
Есть еще следующие виды выпуска припоя:
- Прутки. Диаметр — 5-10 мм, но продают тоже по весу.
- Порошок. Обычно для промышленного применения.
- Гранулы. Тоже чаще для производств.
- Фольга. Такая форма выпуска хороша для тонкопленочных (СМД) деталей.
- Паяльная паста. Паяльной пастой удобно работать и с обычными, но мелкими деталями. Но она разрабатывалась для СМД электроники.

Припой в виде пасты в тюбике, фольги и гранул. С такими удобнее работать при пайке СМД компонентов
Наиболее распространенная форма выпуска припоя — проволока. Различная толщина позволяет брать то количество материала, которое требуется для данного типа деталей. Да и хранить катушку проще чем, скажем моток, порошок и т.д. Удобна еще паяльная паста, которая продается в тюбиках. Но такая форма выпуска в разы дороже. Так что ее обычно применяют целенаправленно — для тонкопленочных деталей.
Технические характеристики
В процессе пайки деталей важно чтобы жидкий припой был не настолько горячим, чтобы вывести из строя деталь или расплавить изоляцию. Второй важный момент — чтобы он хорошо «ложился» на соединяемые детали. Ну и третий — чтобы контакт в месте пайки был надежным. Еще часто обращают внимание на блеск — это свидетельство того, что пайка была выполнена с соблюдением технологии. За все эти параметры отвечают следующие технические характеристики припоя:
- Смачиваемость. При пайке важно чтобы припой хорошо растекался и обволакивал соединяемые фрагменты и не стекал с них. Это возможно при хорошей смачиваемости. Это именно свойство растекаться, оставаться в то же время на деталях.

Свойство растекаться и «сцепляться» с деталями называют смачиваемостью припоя
- Температура плавления. Тут все понятно. Подбирать припой надо так, чтобы он расплавился раньше, чем начнут плавиться детали или перегрев будет критическим.

Это все технические характеристики, по которым подбирают припой для домашнего использования. И именно эти два момента отмечают, когда рекомендуют или нет ту или иную фирму. Больше упирают на температуру. И, вот что странно, один и тот же состав, но разных фирм, нагревать требуется по-разному. Смачиваемость можно откорректировать при помощи флюса — он улучшает этот показатель. А вот с температурой плавления бороться никак не получается. Поэтому удобство пайки определяется тем, насколько легко припой плавится.
А вообще, учитывается прочность, упругость, твердость, электропроводность. Прочность и упругость важна там, где могут возникнуть механические нагрузки. Это больше относится к пайке медных труб и других подобных изделий. Твердость показывает насколько легко повреждается зона пайки. Электропроводность важна для обеспечения электрического контакта.
Виды припоя
Принято делить припой на твердый и мягкий. Но для пайки «мягкость» не тот показатель, который определяет выбор. Больше важна температура плавления. Так вот, мягкие припои имеют более низкую температуру плавления, чем твердые. Мягкие плавятся при температуре ниже 300°С, твердые — выше. Поэтому еще в ходу название тугоплавкий и легкоплавкий припой.

В этом припое есть добавка меди, золота и серебра. Припой MSolder SUPREME SilverGold с флюсом обеспечивает самую высокую проводимость и имеет самую высокую текучесть в линейке припоев MUNDORF, но обладает самой высокой температурой плавления. Этот припой является наилучшим для использования в ламповой технике и других устройствах высшего класса, а также для соединения высококачественных аудио кабелей, фольги, используемой в катушках индуктивности, и прочих компонентов.
Делают припой из свинца, олова, меди, никеля, кадмия, серебра. Их добавляют в различных пропорциях. Для придания определенных свойств вводят добавки:
- сурьма, медь, кадмий, алюминий, серебро, цинк — улучшают растекаемость;
- сурьма, никель, железо , кобальт, цинк, кремний, бор — повышают прочность;
- серебро, литий, кадмий и висмут — для более низкой температуры плавления;
- никель и медь повышают стойкость к коррозии;
- кремний, цирконий, ванадий, кобальт, вольфрам повышают жаропрочность.
Выбирают припой по виду соединяемых металлов, их температуры плавления (припой должен расплавиться раньше), требуемой прочности соединения.
Мягкие припои
Для пайки печатных плат, проводов и других работ нужна невысокая температура. Многие радиодетали просто не переносят высоких температур, от перегрева выходят из строя. Не переносит нагрева и изоляция проводов. Поэтому припой для пайки этой категории выбирают из мягких и легкоплавких. Причем, желательно чтобы плавился припой при 200°C или чуть ниже.

Внешне отличить припои для пайка с большим содержанием свинца можно по серому цвету
ПОС: виды. типы, применение
Наиболее распространенный мягкий припой для пайки — ПОС (Припой Оловянно-Свинцовый). Состоит он из олова и свинца в разных пропорциях. Процентный состав отображается в названии — после ПОС идет цифра, в которой указывается процент олова. Например, в ПОС 40 содержится 40% олова. В ПОС 61 — 61%, в ПОС 90 — 90% и т.д.

Килограммовая бухта ПОС 40 — для солидных объемов работ. Выпускается по ГОСТу 21931-76
Для улучшения/изменения характеристик в состав могут вводиться в небольшом количестве добавки. Тип добавки и ее процентное содержание прописывается в конце маркировки припоя. Например, дописка к ПОС 61 Sn61Pb37Ag2 обозначает, что припой состоит из следующих компонентов:
- Sn61 — 61% олово;
- Pb37 — 37% свинец;
- Ag2 — 2% серебро.
Этот припой для пайки хорошо растекается и дает почти зеркальный блеск. Но серебро — недешевая добавка, что и отразится на цене.
ПОС и ПОССу: технические характеристики
Есть одна популярная разновидность ПОС — ПОССу. А обозначает оно «припой оловянно-свинцовый с добавкой сурьмы» (две последние буквы «Су» и обозначают наличие этой добавки в составе). Сурьма повышает прочность пайки, так что такие составы применяют там, где требуется повышенная прочность соединений.
| Марка припоя | Олово Sn в % | Сурьма Sb в % | Медь Cu в % | Серебро Ag в % | Температура плавления солидус/ликвидус | Временное сопротивление разрыву, кгс/мм2 | Применение |
|---|---|---|---|---|---|---|---|
| ПОС-90 | 89-91 | 0,05 | 0,05 | 0,02 | 183/220 | 4,9 | Пищевая посуда и медицинская аппаратура |
| ПОС-61 | 59-61 | 0,05 | 0,05 | 0,03 | 183/190 | 4,3 | Электро-радио приборы |
| ПОС-40 | 39-41 | 0,05 | 0,05 | 0,03 | 183/238 | 3,8 | Электро-радио приборы, оцинкованная сталь |
| ПОС-10 | 9-10 | 0,05 | 0,05 | 0,03 | 268/299 | 3,2 | Лужение контактных дорожек, пайка приборов, реле |
| ПОССу-61-0,5 | 59-61 | 0,05-0,5 | 0,08 | 0,03 | 183/189 | 4,5 | Аппаратура и детали с жесткими требованиями по температуре |
| ПОССу-40-0,5 | 39-41 | 0,05-0,5 | 0,08 | 0,03 | 183/235 | 4,0 | Жесть, обмотки, кабели, монтаж электроэлементов, радиодеталей, медных трубок |
Пару слов насчет характеристик, отраженных в таблице. Температура плавления дана двумя цифрами — солидус и ликвидус. Первая — это начало плавления. При нагреве до этой степени переходят в жидкое состояние самые легкоплавкие компоненты состава. Ликвидус — это температура полного плавления. Именно она нужна при пайке — жало должно быть чуть «горячее». Например, чтобы паять ПОС 61, паяльник надо разогреть до 190°C или около того. Точный нагрев паяльника подбирается экспериментальным путем, так как флюсы, детали, потери тепла отличаются. Но общий принцип одинаков: чуть выше чем точка плавления.
Как отличить, каким припоем выполнена пайка? По степени блеска контактной площадки. Чем больше олова в составе, тем более блестящей получается поверхность. Свинец придает тусклый серый цвет. И это видно невооруженным глазом.
| Марка припоя | Температура плавления солидус/ликвидус | Плотность, г/см3 | Удельное электросопротивление Ом*мм2/м | Временное сопротивление разрыву кгс/мм2 | Относительное удлинение % | Ударная вязкость кгс/см2 | Твердость по Бринеллю, НВ |
|---|---|---|---|---|---|---|---|
| ПОС 90 | 183/220 | 7,6 | 0,120 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183/190 | 8,5 | 0,139 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183/238 | 9,3 | 0,159 | 3,8 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268/299 | 10,8 | 0,200 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183/192 | 8,5 | 0,143 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142/145 | 8,8 | 0,133 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183/189 | 8,5 | 0,140 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183/216 | 8,9 | 0,149 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183/235 | 9,3 | 0,169 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183/245 | 9,5 | 0,172 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183/255 | 8,7 | 0,179 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183/266 | 10,0 | 0,182 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183/277 | 10,2 | 0,198 | 3,6 | 50 | 3,6 | - |
| ПОСу 95-5 | 234/240 | 7,3 | 0,145 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185/229 | 9,2 | 0,172 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185/243 | 9,4 | 0,179 | 4,0 | 40 | 2,6 | - |
| ПОССу 30-2 | 185/250 | 9,6 | 0,182 | 4,0 | 40 | 2,5 | - |
| ПОССу 25-2 | 185/260 | 9,8 | 0,185 | 3,8 | 35 | 2,4 | - |
| ПОССу 18-2 | 186/270 | 10,1 | 0,206 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184/275 | 10,3 | 0,208 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268/285 | 10,7 | 0,208 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240/290 | 10,5 | 0,207 | 4,0 | 43 | 1,,7 | 12,8 |
| ПОССу 5-1 | 275/308 | 10,2 | 0,200 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244/270 | 10,7 | 0,208 | 6,5 | 15 | 0,8 | 17,3 |
В этой таблице собраны припои на основе олова, которые можно встретить в магазинах. Как видим, самый легкоплавкий — ПОСК 50-18 — плавится при 145°C. Самый прочный и жесткий — ПОССу 4-6, самый «тягучий» — ПОССу 50-0,5, чуть менее растяжимый ПОС 40.
Припой для пайки ПОС 61
По совокупности характеристик, радиолюбители, да и профессионалы, чаще всего применяют ПОС 61 либо его импортный аналог Sn63Pb37. Их температура плавления 183/189. Но называют его часто ПОС 60. Но смотрите, сплав именно с таким составом — Sn60Pb40 — плавится при 191°C. Так что не обманывайтесь названием. Нужен 61% олова, хотя по ГОСТу допустима вилка 59-61%. Именно поэтому «одинаковые» припои разных фирм по-разному плавятся. В них по-разному выдержано процентное соотношение, хотя, изготовлены они по ГОСТу. Ну, и из-за добавок, конечно.

ПОС 60 имеет температуру плавления выше чем у ПОС 61
Вот какие добавки могут вводиться в ПОС 61:
- Сурьма — не более 0,1 %;
- Алюминий — не более 0,002 %;
- Медь — не более 0,05 %;
- Сера — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Висмут — не более 0,02 %;
- Никель — не более 0,02 %;
- Цинк — не более 0,002 %.

Наиболее популярный припой для пайки ПОС 61
Олово составляет 59-61%, а свинец «все остальное» (38,7-40,7%). Конкретный «набор» добавок определяет конечные свойства припоя. Именно этим и отличается изделия разных фирм — количеством и составом добавочных элементов. Хотя всё называется ПОС 61, «работается» по-разному.
Легкоплавкие припои
Некоторые компоненты нагревать до температуры выше 100°C противопоказано. Другие едва переносят нагрев до 80°C, есть и еще более «нежные». Для таких применяют особо легкоплавкие виды припоев. Это сплав Розе (плавится при 94°C), Вуда (60,5°C), Д’арсенваля (79°) и некоторые другие.
| Название или марка припоя | Висмут Bi, в % | Свинец Pb в % | Олово Sn в % | Кадмий Cd в % | Температура плавления |
|---|---|---|---|---|---|
| Припой Вуда | 50 | 25 | 12,5 | 12,5 | 60,5 |
| Припой Розе | 50 | 25 | 25 | - | 94 |
| Припой д'Арсенваля | 45,3 | 45,1 | 9,6 | - | 79 |
| Припой Липовицы | 50 | 26,67 | 13,33 | 10 | - |
| ПОСВ 33 | 33,3 | 33,4 | - | - | 130 |
| ПОСК 50-18 | 32 | 49,8 | 18,2 | 145 |
Самая высокая температура плавления из этой группы у ПОСК 50-18. Он содержит много кадмия (буква К в маркировке именно об этом и говорит), что делает его токсичным. Его можно использовать только при хорошей вытяжке. Чуть меньше нагревается ПОСВ-33. Это олово, свинец и висмут в равных долях. Температура плавления — 130°C. Оба этих состава применяют для лужения дорожек печатных плат, пайки чувствительных к перегреву компонентов.
Для монтажа/демонтажа SMD-компонентов применяют припой Вуда и Розе. Они плавятся при температуре ниже 95°C. Применяют их и для лужения дорожек, но стоимость этих составов высока.
Бессвинцовые припои
Так как свинец токсичен (способен вызвать отравление), в некоторых странах значительно ограничивают его применение. По этой причине стали разрабатывать бессвинцовые припои. Их делают на основе олова, к которому добавляют серебро, медь, висмут, цинк, золото, индий. По перечню компонентов можно понять, что дешевыми сплавы не будут. Мало того, они не очень удобны в работе. Они безопасны, но плавятся с трудом. Именно этим и не нравятся — слишком сильно надо разогревать паяльник.
Демонтаж элементов, припаянных бессвинцовыми составами, нелегкое занятие. Надо не перегреть, но и недогреть не получается. Процесс идет быстрее и проще, если взять каплю припоя со свинцом и «разбавить» места пайки.
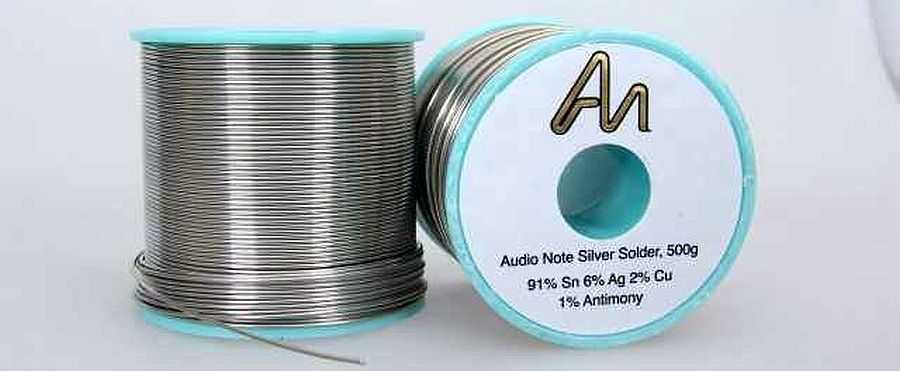
«Серебряный припой» Audio Note Silver Solder — бессвинцовый. Содержит 91% олова, 6% серебра, 2% меди и 1% сурьмы
Практичны следующие составы на основе олова и серебра:
- с медью
- Sn96,5Ag3Cu0,5 и Sn96,5Ag3,5 — плавятся при 221°C;
- Sn96,7Ag2Cu0,8Sb0,5 — 216-222°С;
- Sn95,5Ag3,8Cu0,7 — 217°C;
- олово+серебро Sn98Ag2 — 221-226°C.
- с висмутом
- Sn90,5Ag2Bi7,5 — 207-212°C;
- Sn93,5Ag3,5Bi3 — 206-213°C;
- с цинком Sn89Bi3Zn8 — 189-199°C.

Часто наносится соответствующая криптограмма

Бессвинцовый припой индий+висмут и состав на основе олова с теми же добавками — более легкоплавкие из этой группы. Но цена на них не ниже, чем с серебром, так как металлы редкие.
- Bi67In33 — 107-112°C;
- Sn70Bi20In10 — 143-193°C.
При использовании припоев с серебром, пайка получается более прочной. Эти составы хороши там, где может быть высокая механическая нагрузка. Как известно, серебро хорошо проводит электрический ток. И составы с высоким его содержанием также отличаются повышенной электропроводимостью. Так что применяют серебряный припой при пайке средств связи.
Как отличить хороший припой
Что такое «хороший припой» применительно к бытовому использованию? Есть определенные критерии, по которым можно сделать оценку:
- Хорошо смачивает плату и деталь.
- Плавится при не очень высокой температуре.
- Дает блестящую пайку.
Блестящая пайка — это не капризы эстетики. Это показатель того, что состав качественный и что температура нагрева была достаточной, но и без перегрева.
Надо сказать, что цена на одну и ту же марку припоя у производителей отличаться может в разы. Но лучше не экономить, так как расход припоя не слишком большой, а время, затраченное на выполнение той же работы, отличается существенно. А еще нервы.
Вот какие производители «трубчатого» припоя считаются хорошими:
- TELECORE;
- LUKEY;
- ASAHI (АСАХИ);
- Radiel (многими считается лучшим припоем);
- Rexant;
- польский Cynel;
- польский LP;
- польский Topex;
- ALPHA FLUITIN;
- Balver Brilliant.

Высокочистые припои Radiel Fondam (Франция) можно считать эталоном качества
Обычный (не трубчатый) ПОС 61 можно брать и отечественный, но под него нужен хороший флюс. Не факт что получится эта пара дешевле. Просто для пайки разных деталей надо иметь, как минимум, два-три разных диаметра трубчатого припоя. Если вы используете его редко, смысла в этом нет. А обычный припой с хорошим флюсом можно «дозировать» по желанию. Но только если у вас есть какой-то опыт. Если его, пока мало или нет совсем — берите припой с флюсом. Проще работать.
В видео ниже сравнивается рабочая температура плавления припоя ПОС 61 с китайскими аналогами Sincon, Kaina, Kaisi, Mechanic, noname.




Из личного опыта могу порекомендовать польский припой Cynel и немецкий Wurth.
Не могу понять тех, кто покупает китайский припой. Откуда у китайцев возьмутся нормальные компоненты? У них вообще проблемы с металлом. Сам предпочитаю отечественный ПОС 61, беру на катушках по 100 грамм (Рязань). Диаметр 1 мм с канифолью. Выпускается по ГОСТ 21931-76.